
Slideways manufactures precision plastic parts for conveyors and packaging machinery. This market encompasses a variety of unique applications that require different part tolerancing considerations. Factors affecting part tolerance include application, part size, and material. This blog will explain the typical applications and materials Slideways works with when designing conveyor and packaging machinery components.
Tolerance Ranges are dependent on three key factors
1) Application:
Not all applications require the same tolerance range. When designing a part for a specific application, Slideways considers three requirements:
A) Mating Parts
Mating parts include press-fits for bearings or threaded inserts, slip-fits for assemblies, and clearances for shafts and between sliding parts like chain guides. A slip-fit will require much tighter tolerances than the 0.015in clearance found on a chain guide.
B) Installation of the Components
Installation can be done with standard fasteners. Thermal expansion and hole locations are important considerations for fastener placement. Other times a slot will be needed instead of a hole to locate a fastener. This is explained in more detail under section 2, Size.
Tabs in the sheet metal of a conveyor frame or mounting channel are a great way to hold larger or linear parts. Tabs allow for movement between the frame and plastic part since the conveyor frame and plastic expand and contract at different rates with temperature. Slideways mounted chain guides are an example of a plastic strip mounted with tabs (see figure 1). The mounting channel is welded or fastened to the conveyor bed. The plastic strip is slid into the mounting channel and fastened at the leading edge.
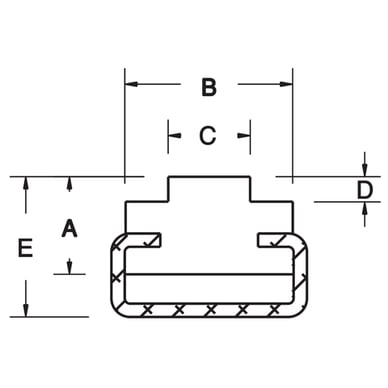 Figure 1. Drawing of chain guide showing tabs holding a plastic strip in place.
Figure 1. Drawing of chain guide showing tabs holding a plastic strip in place.
C) Surface finish specifications
Surface finish specifications are an important consideration for parts that will be user-facing or for better cleaning on food-related components. A very fine surface finish is not always relevant to part performance and can add cost if it is over-specified. A fine finish on a chain guide will not improve performance or reduce the coefficient of friction. Knowing where a part is used can help determine if the cost of special finishing operations is needed.
2) Size:
Smaller dimensions will hold tighter tolerances than larger dimensions. The coefficient of thermal expansion (CTE) of material will affect dimensions based on swings in temperature. Large parts may have flatness issues that are difficult to control. Uneven cooling rates during the normal manufacturing process of raw plastic material create residual stress that can cause bowing and warpage in the final machined part. Machining techniques, such as machining from oversize stock, have been developed to minimize the effects of residual stress.
Any part over 15in square is considered large by our design team. A small feature such as a 0.25in hole or slot on a large part can have a tight tolerance e.g. +/-0.002in. However, the location of that feature, say 12in from the end of a long part may be +/- 0.015in to 0.030in depending on the temperature change from the machine shop to the application site. Expansion and contraction from temperature change have a lesser effect on the small feature than it does on the larger distance between the edge of the part and the hole location because of the cumulative effects of CTE. CTE is measured in/°F. This means the dimension will expand or contract some distance for each inch of length for each degree of temperature change.
Additionally, a tolerance can be held very close on the width of a strip but less so on lengths. E.g. The tolerance on the width of a strip may be 2in +/- 0.005in, but requires a +/-0.030in tolerance on a 48in length. This is because the narrower width will not have the same level of cumulative expansion as seen on the 48in length. If this is a wear strip with mounting holes, the leading edge may have a hole and then mounting slots further down the strip. The slots will accommodate expansion and contraction, so the strip does not buckle once installed.
3) Material:
Acetal, Nylon, and PET are some of the more stable materials we work with. They are relatively hard materials with a lower CTE. These materials thread well and can hold precision tolerances of +/-0.002in or tighter. If you are designing a precision part, Acetal, Nylon, and PET are materials you should consider.
UHMW is the primary material for wear components. While known for its wear resistance, UHMW also has a large CTE. UHMW is a relatively soft material that will cause dimensional problems if it is over-tightened in a vise. As a result, much of our workholding is done with vacuum. With a CTE of 5x10-5 in/in/oF, the length of a 10ft UHMW part will change by 1/8in for every 10oF change in temperature. Since the steel of a conveyor frame has a much lower CTE, the difference in CTE between the materials is an important design and tolerancing consideration.
Real-Life Examples
Now that we know the three key factors for tolerances, let’s look at an example of how these can impact a finished part by comparing a large part with a higher CTE vs a small part with a lower CTE.
Part with a Higher CTE: SlideTrax Curve for Flat Top Chain
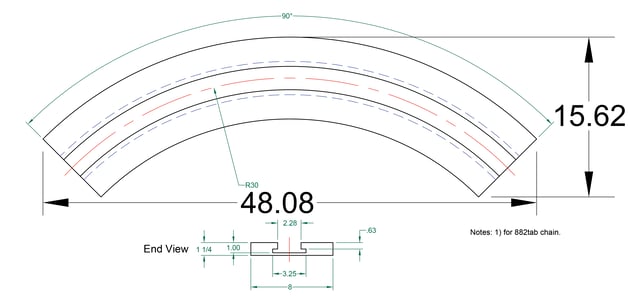
The SlideTrax curve for 882 Tab K750 chain will be mated to a sheet metal conveyor frame that is not high tolerance. This conveyor component will have a chain running through it. The chain manufacturer’s recommended clearance is 0.03in. This curve has a chord length of 48.08in. That curve can expand or contract 0.144in with a 30°F change in temperature. This means the slot for the chain could constrict up to 0.010in with a 30°F decrease in temperature. That is not a concern since the manufacturer's spec. has plenty of clearance.
Part with a Lower CTE: Pharmaceutical Packaging Machine Component
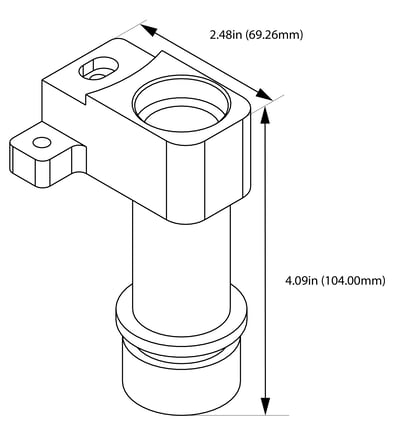 A smaller precision part like this Acetal Mounting Block is made entirely to +/-0.006in tolerances. The overall size is roughly 1.915in x 2.44in x 4.09in. Holding a +/-0.006in tolerance in this material on a vertical machining center is not difficult. In the intended application, CTE will not impact performance or mounting hole location because of the material’s relative stability and the small size of the part. It will expand or contract on the 2.44in length by 0.0026in with a 20°F temperature swing. This small change does affect part performance.
A smaller precision part like this Acetal Mounting Block is made entirely to +/-0.006in tolerances. The overall size is roughly 1.915in x 2.44in x 4.09in. Holding a +/-0.006in tolerance in this material on a vertical machining center is not difficult. In the intended application, CTE will not impact performance or mounting hole location because of the material’s relative stability and the small size of the part. It will expand or contract on the 2.44in length by 0.0026in with a 20°F temperature swing. This small change does affect part performance.
Summary
There are multiple factors that affect tolerances in plastic parts. Most important are the application, size, and material. Be sure to look at the standard settings on your CAD system prior to dimensioning. The usual tolerances in your title block may not match up to the properties of the plastic material you are working with or the size of the part you are designing. If you aren’t sure, contact Slideways. We will make a material recommendation based on the application and the size of the part you are designing.
